×
- Hello
- Login or Register
- Quick Links
- Live Chat
- Track Order
- Parts Availability
- RMA
- Help Center
- Contact Us
- Shop for
- Mitsubishi Parts
My Garage
My Account
Cart
Genuine Mitsubishi Cordia Rod Bearing
Engine Connecting Rod Bearing- Select Vehicle by Model
- Select Vehicle by VIN
Select Vehicle by Model
orMake
Model
Year
Select Vehicle by VIN
For the most accurate results, select vehicle by your VIN (Vehicle Identification Number).
1 Rod Bearing found

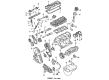
Mitsubishi Cordia Bearing Set Part Number: MD071298
$88.31 MSRP: $122.65You Save: $34.34 (28%)Ships in 1-2 Business Days
Mitsubishi Cordia Rod Bearing
OEM Rod Bearing can boast superior quality and long-term durability. Each part meets strict factory specs and passes careful checks in production. So you'll get Rod Bearing with long-lasting strength and an exact fit. If you need OEM Mitsubishi Cordia Rod Bearing, the online store is the ideal place. The store carry a wide range of genuine Mitsubishi Cordia parts at the highly competitive prices. You'll enjoy a simple and no-hassle shopping experience. You'll get unbeatable prices and fast delivery service. You'll get the manufacturer's warranty and a straightforward return policy. Shop with confidence and keep your car in top condition.
Mitsubishi Cordia Rod Bearing Parts Questions & Experts Answers
- Q: What Rod Bearing inspections should be carried out on crankshaft crankpins, and what steps should be taken if scoring is evident on Mitsubishi Cordia?A:The crankshaft crankpins should be checked for clogged oil holes and scoring; if scoring is found, these crankpins must be machined undersize and the same undersize bearings fitted in all the rods. The manufacturer requires that crankpins and rod bearings with little wear and normal wear patterns be checked for fit with Plastigage. Remove oil from all wear surfaces. Cut the Plastigage inserts to the width of the bearing. Apply the insert to a part of the crankpin that is away from an oil hole. Install and torque the rod cap to specification without turning the crankshaft. Once the connection rod bolts and caps have been removed, read the width of the Plastigage at its widest part and compare this dimension with the included scale to find the actual bearing clearance; if within specification, reuse the bearings. In addition, with the rod assembled and torqued, measure the side clearance between the connecting rod side surface and the crank cheek. Excessive wear indicates the need for rod and cap replacement to restore clearance. Upon replacing bearings, ensure the backs of bearings and the inner surfaces of the rod and cap are dry while the bearings and crankpins are clean engine oil. Bearings should be installed with notches in bearing, rod, and cap aligned so that they do not spin. Notches in rod and cap should be on the same side to avoid misalignment. The rod bolts should be torqued evenly in stages to the specification. When assembling the rods and caps, they must be fitted in the correct numerical sequence. The arrows on the top of the pistons must be pointed towards the crankshaft pulley. The markings on the sides of the rods must be aligned. If in doubt, check that the cap is correctly fitted on the rod. Then check that the two bearing notches are on the same side.
Related Mitsubishi Cordia Parts
 Mitsubishi Cordia Belt Tensioner
Mitsubishi Cordia Belt Tensioner Mitsubishi Cordia Cam Gear
Mitsubishi Cordia Cam Gear Mitsubishi Cordia Crankshaft Gear
Mitsubishi Cordia Crankshaft Gear Mitsubishi Cordia Crankshaft Seal
Mitsubishi Cordia Crankshaft Seal Mitsubishi Cordia Oil Pump Gasket
Mitsubishi Cordia Oil Pump Gasket Mitsubishi Cordia Timing Chain Tensioner
Mitsubishi Cordia Timing Chain Tensioner Mitsubishi Cordia Valve Cover Gasket
Mitsubishi Cordia Valve Cover Gasket Mitsubishi Cordia Valve Lifter
Mitsubishi Cordia Valve Lifter Mitsubishi Cordia Valve Spring
Mitsubishi Cordia Valve Spring Mitsubishi Cordia Valve Spring Retainer
Mitsubishi Cordia Valve Spring Retainer Mitsubishi Cordia Valve Spring Retainer Keeper
Mitsubishi Cordia Valve Spring Retainer Keeper Mitsubishi Cordia Valve Stem Seal
Mitsubishi Cordia Valve Stem Seal